
相關模型下載:Thingiverse
其實沒有特別想要分享這個作品,當初製做這個洩水盤的緣由,是因為辦公室後面天花板有著嚴重的漏水問題。漏水的問題當然得從根本防水來解決,不過由於和樓上鄰居互動的過程有點冗長,要從二樓重新做防水也有一定的難度,在樓上鄰居意願不高的前提下,所以從天花板下方做一個接水盤。
 |
| 最後用 3d 列印搭配木作所製作的洩水盤 長度 2495 mm,寬度為 400 mm |
由於滲水的問題在天花板迂迴出現,於是只能想辦法製作一個幅寬400mm的承接物;同時測試之後要發展的大物件 3d 列印數位製造工法,嘗試之前一些已發展的卡榫與膠合技法,進行耐候測試的最終準備。
 |
| 漏水的問題,沿著二樓新舊結構交接處 在天花板展開一條,長度約兩米的斑駁縫隙 可見許多水漬(water stain)和落漆處 |
 |
| 3d model study in Rhinoceros |
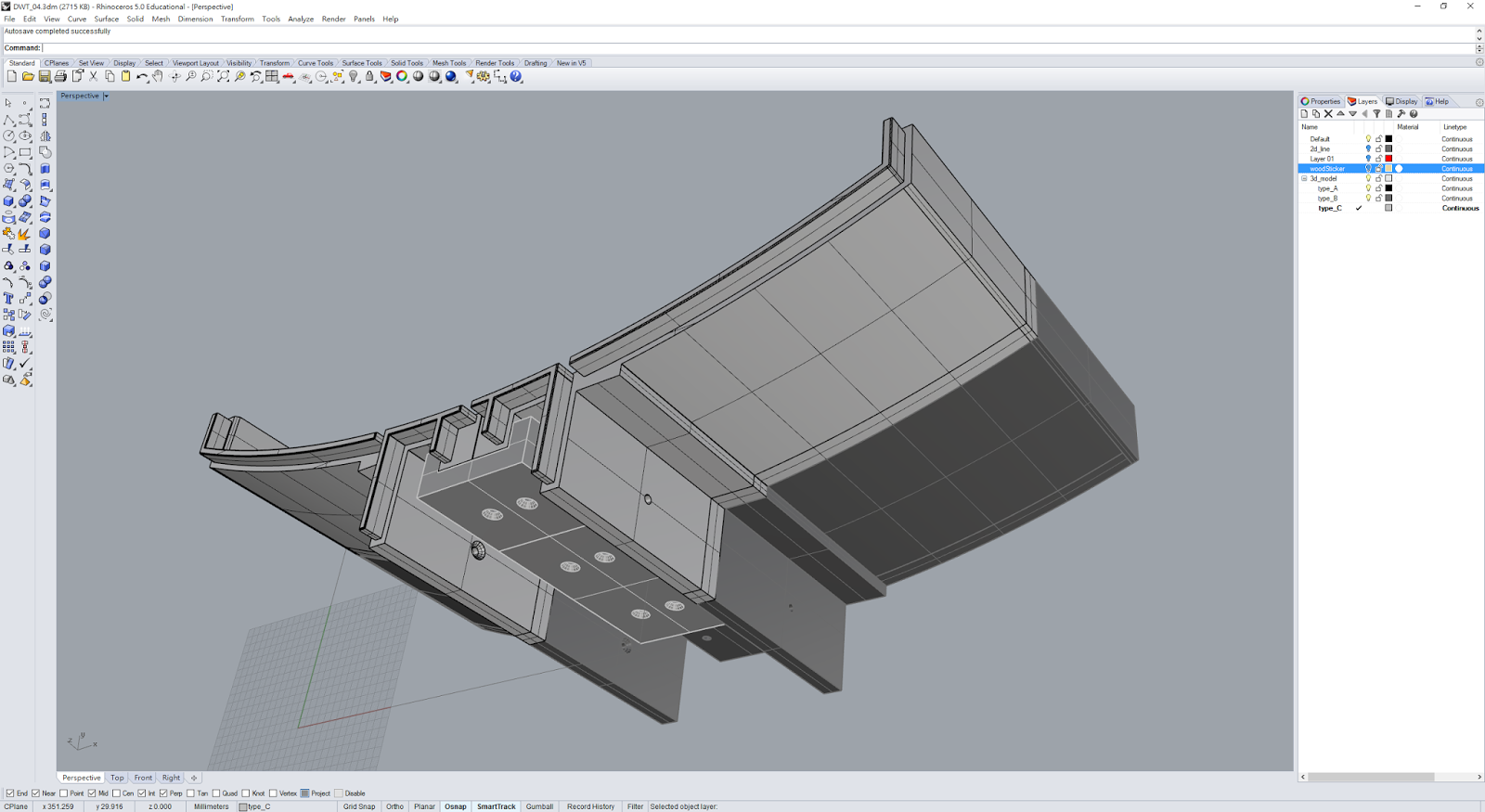 |
| 礙於輸出尺寸的限制(225 x 145 x 150 mm) 模型在軟體內部分割成數個區塊,各個模組預留卡榫和錨點 |
 |
| 由於模型必須承載自身的重量並具備剛性 列印的設定易導致翹曲(Curling)的現象發生 |
 |
| 為了減少這樣的問題,可以從模型來處理 在容易發生翹曲的角落,添加一個圓形的襯裙* 有興趣的人可以看下面兩則關於列印翹曲的文章 |
延伸閱讀
大型物件列印之翹曲現象與加熱板作用論述(材料)
12種避免列印物件翹曲的方法*
 |
| 列印出來的狀態 |
 |
| 原本翹曲的部分,有效黏附在工作檯面 |
 |
| 機器全數運作中 |
 |
| 列印中途的預組裝 |
 |
| 預組裝 part II |
 |
| 最終組裝前的整理 |
 |
| 初步組裝完成 |
 |
| 預留了銜接 1" 水管的凹槽 |
 |
| 落水孔是一個由四面八方往內的單元 下面預留可以與水管上鎖的埋孔 |
 |
| 漫長的組裝過程,只為了把螺絲藏在模型的內側 |
 |
| 未處理的素面 |
 |
| 依照往例,木料用 B&Q 購得的松木料 體積為 2400 x 24 x 44 mm |
 |
| B&Q 買的批土,本質為環氧樹脂(Epoxy) 不太推薦(約700元),下次會改用別牌的測試 |
 |
| 補土乾燥後的打磨 |
 |
| 塗抹高滲透型底漆(Primer) |
 |
| 等底漆乾燥之後(約四小時) 再塗上含纖維的防水漆,可視需求塗抹二道 需等待每一道完全乾燥,再進行施作 |
 |
| 第一道面漆乾燥之後的表面 可以看到 3d 列印件銜接的縫隙 |
 |
| 已錨定在牆一側的固定端上 |
 |
| 完全組裝好的狀態(由地板往天花方向) |
 |
| 洩水的斜度是 3/100 落水孔是垂直於地面,在軟體中模擬建構 |
 |
| 一些材料的組裝與搭接 |
 |
| 落水孔 |
費時兩周,列印時數約600小時
由 92 個 3d 列印件所組合,總重量為 11.0 公斤。
正常運作中
相關模型下載:Thingiverse
<上一篇>
 |
| RhinoScript Bitmap2Rect(電腦演算繪圖技法) |
<下一篇>
 |
| 從擠料狀態了解 3D 印表機健康度 / 3D printing calibration tutorial |